销售咨询热线:
18955090970






LVTD位移传感器的使用及维修保养3000TPSD-15-01-010~150MM
LVDT 基本结构和工作原理 LVDT 意思为 Linear Variable Differential Transformer(差动变压位移传感器),由 3 个中孔的轴向对齐的固定线圈组成,一个铁芯可在孔膛内自由移动,在铁芯和孔膛之间有足够的间隙,防止相互接触,中心线圈是变压器初级,由 50HZ ~ 10KHZ 恒定频率交流波形驱动 , 两侧次级线圈是反向串联绕制的。当铁芯位于中心时,由于变压作用,每个次级绕组感应一个幅度相等的电压,然而次级绕组是按反向串联绕制的,两个电压相位相反,因此产生的输出电压在理论上为 0V,零值的正确位置应是两个次级绕组输出低值时的位置。当然,零电压在解调后是没有意义的。当铁芯移动至零位的一侧时,线圈上的电压,一个增加,另一个减少,在输出导线上形成一个稳定的增长电压,这个交流电压经整流或解调后产生一个直流输出电压,其幅度随铁芯离零位的距离而增加,而极性(正或负)表示行进的方向。通过测量 LVDT 的输出电压值进而精确测量阀位值。 LVDT位移传感器的安装
LVDT 常见故障分析 1 LVDT 线圈磨损 如果在安装的过程中铁芯与外套筒安装不同心的话,运行中 LVDT 就会发生摩擦。时间一久 LVDT 线圈被磨损的话主汽门或调门的开度反馈会抖动,5 号机组就发生过类似情况,机组运行中 4 号高压阀门突然剧烈抖动,发现情况后马上采取措施,阀门切手动控制方式,抖动现象依然存在。EH 系统油压稳定,排除油压波动造成调门抖动的可能性,判断是 LVDT 故障所致。用万用表量 LVDT 线圈电阻,原线圈电阻阻值为兆欧级,比正常情况下大很多(正常为 290Ω),判断是线圈被磨损,更换新LVDT 后确认无误恢复措施,由于 LVDT 不能在线整定,更换LVDT 后的阀位显示值与实际情况有偏差,待停机后重新整定 4号高压调门。为避免此类事故的发生在 LVDT 的安装时一定要做到铁芯与套筒的同心,在铁芯和与阀杆相连的铁芯支架固定前要做到铁芯能在套筒中心孔和铁芯支架孔之间做自由落体运动时不与套筒和支架发生摩擦。 3.2 LVDT 铁芯脱落 LVDT 处于长期振动的工作环境中,铁芯与支架的固定螺母松动的话会造成铁芯脱落。铁芯脱落后 DEH 中显示阀位反馈为一不变的值,此时 DEH 给出的阀位指令与反馈会一直存在偏差,闭环控制系统会视偏差方向持续开启或关闭阀门,造成就地阀门全开或者全关。此时如果强行恢复铁芯的话,阀门会产生不可预知的抖动严重会引起主蒸汽汽压以及锅炉汽包水位的波动使机组处于不可控状态。碰到这种问题*好是关闭油动机进油隔绝门,运行人员严密监视汽压、水位等参数,恢复 LVDT后手动缓慢开启调门,与自动指令相差不大时投入调门自动控制,此时显示阀位与就地阀位也会出现偏差待停机后重新安装 LVDT 后再整定参数。为了避免此类事故的发生需要定时对LVDT 铁芯与铁芯托架的固定螺母,同时我们在安装时加上薄铜皮制作的止滑垫片,螺母拧紧后把止滑垫片反向包裹紧固螺母,大大降低同类事故的发生率。 LVDT 运行维护 为保证 LVDT 可靠的运行,应加强日常巡*维护工作,主要做好以下几点: (1) 定期检查铁芯与支架的固定情况,保证连接可靠,不出现松动情况; (2) 定期检查 LVDT 信号线端子的紧固情况,信号线的屏蔽及有无磨损; (3) 每次停机时要对线圈电阻值及对外壳绝缘情况进行测量; (4) 更换 LVDT 时要整定阀门,核对阀位显示与阀门实际开度; (5) 机组运行一定时间后 ( 约 1-2 年 ),要更换新的 LVDT,保证运行的可靠性。 LVDT 整定过程 6 号机组大修后汽轮机冲转过程中 3000r/min 转速不稳定,出现波动情况。定速 2450r/min 时高速暖机时并无转速波动现象,据此排除 DEH 控制系统控制器算法块参数整定不当问题和转速探头测量问题。主蒸汽压力和再热气压力稳定。转速大于 2150r/min 时中压主汽门全开后,高调门开度从正常状况下的百分之十几的开度降到基本上全关,转速失去控制,主蒸汽压力和再热气压力稳定,排除汽压大幅波动原因。分析是中压调门进汽量突然变大导致高调门全关,怀疑是中压调门的阀位反馈与就地实际开度有很大的偏差。打闸停机后重新整定中压调门后测量调门线性无误后重新冲转问题解决。DEH 系统具备自动整定阀门阀位功能,在调试画面上点击全行程整定按钮阀门会自动整定零位和满位,整定过程中如果对调门进行任何操作则可能整定不成功导致阀位混乱,远传阀位反馈和就地阀位不一致。远方整定后就地必须对阀门线性、零位、满位进行校对,如果偏差大必须重新进行阀门整定。 |
04——0~150mm; 05——0~200mm; 06——0~250mm; 07——0~300mm
08——0~350mm; 09——0~400mm; 10——0~500mm; 11——0~600mm

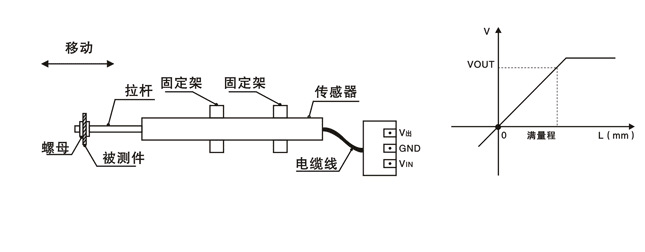 LVDT位移传感器可以任意方向安装,首先将传感器壳体放在参照物(基准)的安装支架孔里,使传感器壳体和被测物移动的方向保持一致,根据传感器的量程,估算大致的间隙,然后用镙母将拉杆和被测物固定起来,通上电源等传感器稳定下来,再慢慢的移动传感器壳体,使传感器的输出零位对应于被测物机械零位,然后将传感器壳体夹紧(不可松动),安装好就可以通过计算机数据采集对被测物的位移进行检测或监测或PLC进行系统控制,回弹式位移传感器和拉杆式位移传感器安装基本相似。
LVDT位移传感器可以任意方向安装,首先将传感器壳体放在参照物(基准)的安装支架孔里,使传感器壳体和被测物移动的方向保持一致,根据传感器的量程,估算大致的间隙,然后用镙母将拉杆和被测物固定起来,通上电源等传感器稳定下来,再慢慢的移动传感器壳体,使传感器的输出零位对应于被测物机械零位,然后将传感器壳体夹紧(不可松动),安装好就可以通过计算机数据采集对被测物的位移进行检测或监测或PLC进行系统控制,回弹式位移传感器和拉杆式位移传感器安装基本相似。 QQ咨询
QQ咨询 咨询电话
咨询电话